
 �֙C�L��
�֙C�L��
 |
-
400*120��߅���ؙC܇݆�M 55#�T���܇݆ ��܇��܇݆�M �ɶ���
�aƷ��̖�� 400*120��߅܇݆�M Ʒ �ƣ� ���� -
1 ��
��1100.00 -
2 ��
��1050.00 -
�R3 ��
��1000.00
�� �� �أ� �������l �������ڣ� 2025-04-10 Ԕ����Ϣ| ԃ�r����Ʒ�������� ��̖��400*120��߅܇݆�M �ӹ��������� ���|���T� ��;�����d���ؙC�����c�d�ɲ���܉���� �ӹ��������� ��߅܇݆�M��̖
φ250*90��߅�������T�/��܇݆�M φ350*100��߅�������T�/��܇݆�M
φ315*100��߅�������T�/��܇݆�M φ400*120��߅�������T�/��܇݆�M
φ500*130��߅�������T�/��܇݆�M
�p߅܇݆�M��̖
φ400*130�p߅�������T�/��܇݆�M φ500*130�p߅�������T�/��܇݆�M
φ500*150�p߅�������T�/��܇݆�M φ600*150�p߅�������T�/��܇݆�M
φ600*160�p߅�������T�/��܇݆�M φ600*180�p߅�������T�/��܇݆�M
φ700*150�p߅�������T�/��܇݆�M φ700*180�p߅�������T�/��܇݆�M
φ710*180�p߅�������T�/��܇݆�M φ700*200�p߅�������T�/��܇݆�M
φ800*160�p߅�������T�/��܇݆�M φ800*200�p߅�������T�/��܇݆�M
���˸��õĞ����ṩ���գ�����Ĵ_����������Ո��֪��������
A���ؙC��λ
B�������e
C܇݆�M��̖���ṩ���P�ߴ��D����
D܇݆�M���|
E܉����̖܇݆�M���|��
�T�܇݆�M���T55���T50SiMn���T42CrMo��
��܇݆�M���60���42CrMo���65Mn��
܇݆�Mֱ����φ250��φ350��φ315��φ400��φ500��φ600��φ700�� φ710��φ800���p߅܇݆��φ�150��φ�160��φ�190��φ�250��φ�300��φ300��φ350��φ450��φ500ˮƽ�����L���o��܇݆��
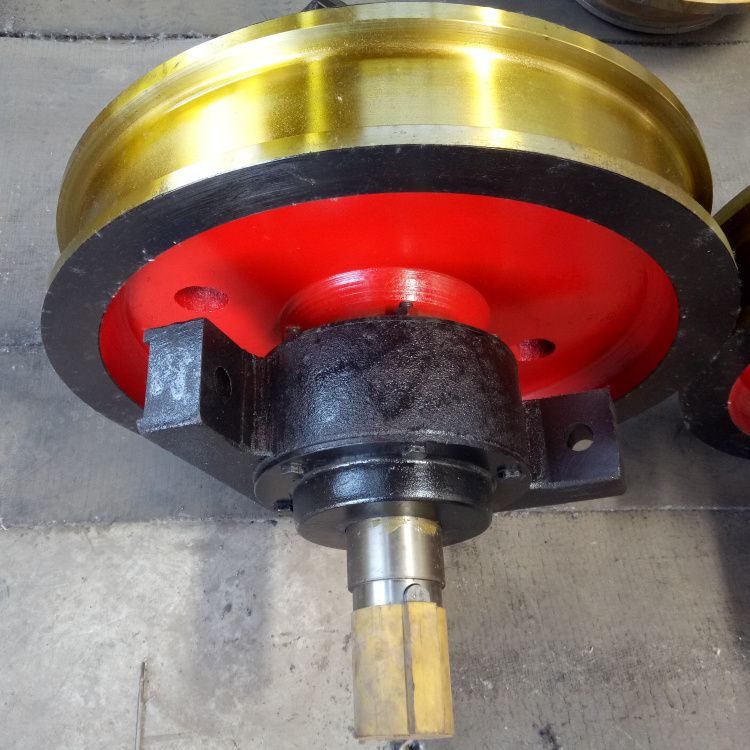
܇݆�M��Ҫ�u�c�����w����{�|�������ߜػػ�ľC�ϟ�̎����ˇ������˾���a���ؙC܇݆�M/��܇݆/��܇݆�����ܷǘ�܇݆�aƷ���ơ�
��˾܇݆�M���칤ˇ���T䓺���죬܇݆�M�ֆ�߅���p߅���o�������L��ˮƽ݆�M��܇݆�M�{�|̎����
����ߜػػ�ğ�̎�������Q���{�|̎�����ߜػػ���ָ��500-650��֮�g�M�лػ��{�|����ʹ䓵����ܣ����|�õ��ܴ�̶ȵ��{�����䏊�ȡ����Ժ��g�Զ��^�ã��������õľC�ϙCе���ܡ��{�|̎����õ��ػ������w���ػ������w(tempered sorbite)���R���w�ڻػ�r�γɵģ��ڹ�W�R���@�R�·Ŵ�500~600�����ϲ��ֱܷ����������F���w���w�ȷֲ���̼��������B̼�w�������ďͺϽM������Ҳ���R���w��һ�N�ػ�M�������F���w�c����̼����Ļ����˕r���F���w�ѻ����o̼���^Ͷȣ�̼����Ҳ�鷀����̼���
܇݆�M���B�S�o��
܇݆��̤�治���а��ۡ�ɳ�ۡ���ס��s�ɡ��Ѽy�������ȱ�ݣ��l�F���ܺ��a�������r���Q��܇݆��
���̤���������c����܇ֱ݆��≤500mm�����cֱ��≤1mm����܇ֱ݆����500mm�����cֱ��≤1.5mm,����Ⱦ�≤3mm�Ͳ�����5̎�r�����^�mʹ�ã�
������ֱ݆������ĥ�p��^ֱ����1‰�r�������ͼӹ�����ͬ��ֱ�����乫�������D6�������S�����НL���S�еēp��Ҳ�dz�Ҋ�ģ����������b����������¡�






܇݆�M������
һ��܇݆�M����֞�ֱ���䡢ƽ�_�䡢�A���䡢��˨��
�A���S������܇݆�M
�S���҇����Iˮƽ�İlչ����߅܇݆�M�ӹ��������ؙC��Ҫ��Խ��Խ�ߣ������S����܇݆�MҲԽ��Խ���ܝM���Ñ���Ҫ���˿��ٸ��Q܇݆�M�����F�ˈA���S����܇݆�M��
�͈A���S����܇݆�M��������ؙC��܇��������С܇�����ϰ��b܇݆��λ�Þ��M�Y�������Ҹ���ɂ�ҲҪ���^�ӹ���܇݆�M�քe�c��������ɂȵļӹ�������ϵ�܇݆���b����ϣ��������S�������@�ף��������ݼy���@�Ӹ��Q܇݆�M�r����߅܇݆�M��������гߴ��ѽ������ӹ��涨λ���H��Ҫ���b�ˆT��܇݆�M�Ƅӵ����bλ�ú���˨�Q�o���ɡ�
�A����ȱ�c
���ȣ�����@�N܇݆�Mȫ���ӹ��涨λ���o����܇݆�M݆���M���^����{�������Ɔ�߅܇݆�M��ֻ���������S�����c����֮�g���Ӊ|Ƭ�ķ�ʽ�M���{�������{����ʮ�����ޣ�����һ���l����݆��ƫ�����������ؙC��܉�F�����y�ޏ͡�
��Σ����ͨ�Ø�ʽ���ؙCС܇���׳��F�ĽM܇݆����ͬһƽ���“���l��”�F��r�������y�{����
ֱ�����ƽ�_�䑪��
�����п����\�ЙC��܇݆ˮƽƫбֵ��Ҫ�Ǹ�����ͬ�ĮaƷ�Y����ȡ�����ļ��g��ʩ�����^���á���ˇ��ʩҲ�������ε��OӋ�Y���ǣ���܇݆�b�䵽֧���ϽM��܇݆�M����������S����܇݆�M���_܇ʽ45°�ʷ��S����܇݆�M�������ؙC���Y���ϣ����b�{��܇݆ˮƽƫб���m��̶���
����һ
1�����|��ZG50SiMn
2���ӹ���ˇ����
��1���T�죺�T�챣�C���|���o��ס�ɰ�ۣ�Ȼ���M���˻�̎����
��2��܇����܇ë���ȿס���A��ֱ����2mm ��������̎����܇�ɡ�
��3����̎�������+�ػ���܇݆�IJ��|����̼�Ͻ�䓣��簴�����ļӟ��𡢻ػ𣬄t̤����IJ�����ͬ��Ӳ�ȣ��C�����W���ܲ��ã��o���M���似�gҪ�����_���D�����gҪ��ʹ������_�����ضȣ����IJ��ض������^��;���F��������Ӳ����ȡ���߱�������ص�Ӳ�ȣ����IJ�Ӳ���^�͵�Ŀ�ˣ��҂��������·�����
�b�t������������̎���b�t�r����һ�K䓰�����ϱP���棬������܇݆�B����һ�����䓰��ϣ����C����֮�g���ܽ��|���ȿ��b���T�Fм����ֹ�����ȿ���������܇݆�g���ͻ��w�S����������ٷ���һ�K䓰剺����
�ӟ��ٶȣ��m����ߴ��ضȺʹ��ӟ��ٶȌ���߱���Ӳ��������
�ӟ�ضȣ������Ҝ�---750 �ȕr����1 С�r----���ضȣ�860~890 �ȣ�---���ע��˕r�����أ���
���������øߜ��㱣�صIJ�؟�̎���¹�ˇ������Ч����߹�������Ӳ�Ⱥͱ����^�͵��IJ�Ӳ�ȣ���һ�N��֮��Ч�ğ�̎������. �����|������ˮ�������Ӳ��*��Ч�ķ�������ԓ���|ˮ���_�ѵ�Σ�U�e������������Ҫ�_�ѣ����Բ��ܲ��á�ˮ�����䷽��Ҳ����߱���Ӳ�ȣ����ǹ��������سߴ��^С���c̤��Ľ�����^���r��s�r�g��һ�£�ˮ��r�g���ÿ��ƣ�Ҳ���ײ��á����Կ����x���ʹ��ʹ㣬��Ҫ���C�������t��M�����ʹ��
�ʹ�ػ𣺲��øߜػػ������˹��������Ě����������ػ�M���ɵ͜ػػ��R���w��׃��������þC�����W���ܵĸߜػػ������w���@���ڱ��C̤����и�Ӳ�ȵ�ͬ�r�ֱ��C�����������õ��g�ԣ��ߜػػ�Ĝض�550--580 �ȡ�����2---3 С�r���ڿ՚�����Ȼ��s��
��������
1�����|��ZG35---42 ��
2���ӹ���ˇ����
��1���T�죺�T�챣�C���|���o��ס�ɰ�ۣ�Ȼ���M���˻�̎����
��2��܇����܇ë�����ȏ���2~3mm �������⏽�^�D���ߴ�С6~7mm��
��3���Ѻ�������܇݆�A���M���A�ᣬ�ض�200 �ȣ�����1~2 С�r����t���ӣ�ʹ��LG834 ���z+HJ260D ����+SJ102 �����M�жѺ�܇݆̤�桢݆�磬���C���ӟo�Ѽy���A����ȱ�ݡ�
��4���Ѻ�����M���˻�̎�����ӟ�ض�850~860 �ȣ����ؕr�g5 С�r��Ȼ���S�t��s����܇݆�ضȵ���300 �ȕr�ɳ��t���䡣��5����܇�ȡ��⏽�ߴ��_�D��
�����A�����I���F����˾�LJ������ؙCе��������I��ӹ��������a�ܵĹ����̣����a������ë�����졢�ּӹ������ӹ�������b��ֱ���K�ˮaƷ�����������ڞ�͑��ṩһվʽ���ա�
��˾ע���Y��5600�fԪ�����Y�a1.2�|Ԫ�����N������1.5�|Ԫ��ռ����e7.5�f��ƽ���ף������ѽ���䓽Y���S����e2.8�fƽ���ף��F�r���ІT��310�ˣ����͙C�ӹ��O��12�_���ף��������O��280�_���ף���
�����A�����I���F����˾������“��͑��ṩһվʽ����”�Ľ��I����A�����Թ�˾������ʼ����ѭ������Ч��Ҏ������Ĺ�������ע�����ؙCе����I���Ը�Ʒ�|��ȫϵ�еĮaƷ����͑���Ͷ���\�I�ԁ�������ذlչ��������I�͑��͵����C���a�S�ң����Ñ����A�������õĿڱ���ʹ����Ʒ�Ƴɞ������ИI�ĺ���֮�㡣
�����ƮaƷ���wץ�����A�ߡ����ߡ�܇݆�M���S�������^�M����݆�M����Ͳ�M��늄Ӻ��J��6000��N�����нӸ��N���|�ķǘˮaƷ�OӋ�c���졣�����ƮaƷ�����M��ȫ�����ؙC�Ј������Ժ��ijɞ鱊�����C�S�̵đ��Ժ�����顣
-
-





-
�aƷ���
-
���ؙC���C
-
ƽ���
-
�ұ۵�
-
ץ��
-
܇݆�M
-
��݆�M
-
�Wʽ����
-
�Wʽ늙C
-
�Wʽ�p��늙C
-
�Wʽ܇݆
-
늄Ӻ��J
-
���^�M
-
늄ӭh机��J
-
����ƽ�_
-
�������J
-
늙C
-
�p�ٙC
-
���|��
-
��|��Ͳ
-
�Ƅ���
-
������
-
��Ͳ�M
-
��ȫ�Ƅ�
-
����朽�
-
�Ƅ���
-
���K��
-
�b����
-
���_
-
LD܇݆�M
-
�S��
-
���d������
-
���L�FШ
-
��܉С܇
-
䓽z�K
-
����
-
݆������
-
��P�C
-
�Wʽ���_��
-
���ؙC܉��
-
���J���^
-
�A܉��
-
��܇
-
����늴��F
-
���_��
-
˾�C��
-
��|��
-
���J׃��
-
���J늙C
-
ǧ���
-
늄Ӻ��J���
-
���ػ�܇
-
�܉�C
-
